


Техническое решение для модернизации системы охлаждения гидравлики мостового станка для обработки камня
В нашей практике часто встречаются задачи, связанные с модернизацией гидравлического оборудования на промышленных предприятиях. Это могут быть как небольшие цеха по обработке металла или камня, так и крупные заводы с непрерывным циклом производства. Чаще всего к нам обращаются, когда штатная система охлаждения перестаёт справляться из-за износа, неправильного расчёта или изменения режимов эксплуатации.
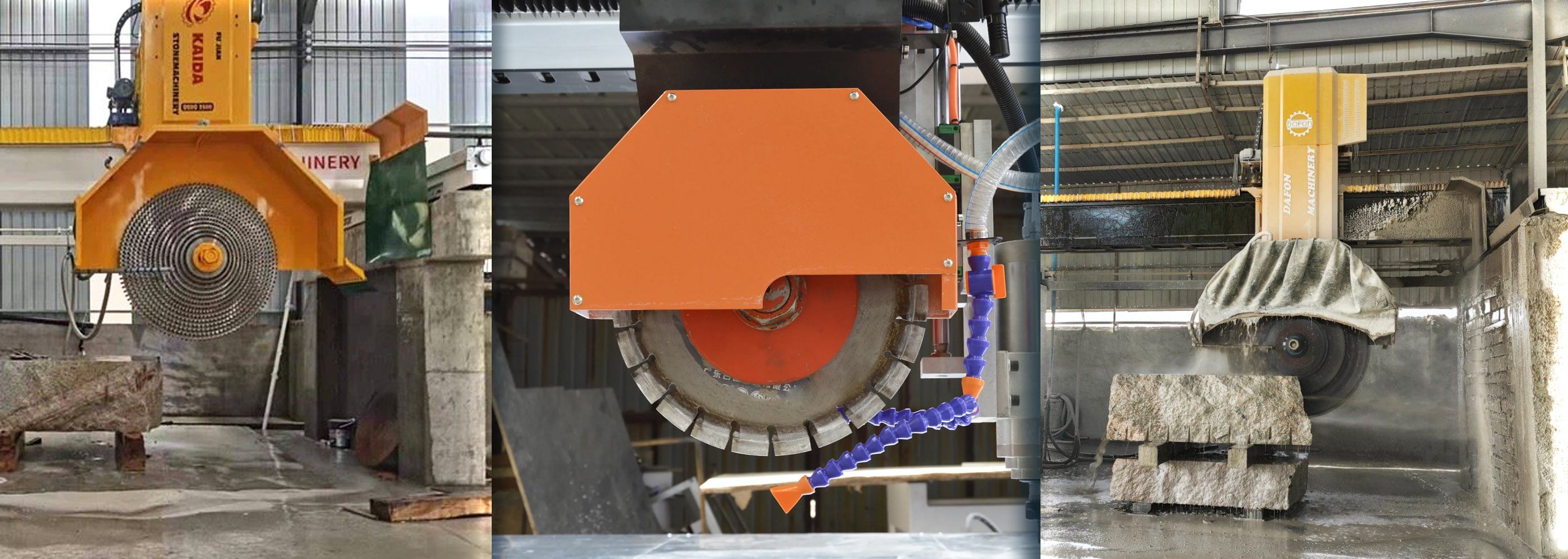
Один из свежих кейсов по модернизации системы охлаждения, который мы хотим разобрать подробнее, - это мостовой гидравлический станок для обработки камня. Такое оборудование широко применяется в мастерских по производству столешниц, памятников, архитектурных элементов из натурального и искусственного камня. Станок относится к классу тяжёлых камнеобрабатывающих машин и работает в условиях повышенного пылеобразования, вибраций и переменных нагрузок. Это оборудование используется для нескольких основных операций: резка каменных блоков и плит на заготовки, шлифовка поверхности до требуемой гладкости, а также фрезеровка пазов, кромок и декоративных профилей. В зависимости от настройки, станок может обрабатывать гранит, мрамор, известняк, оникс, а также искусственные композиты на основе смол.
Гидравлическая система станка отвечает за три ключевые функции: подачу режущего инструмента (вертикальное перемещение шпинделя с алмазным диском или фрезой), надёжный зажим обрабатываемой заготовки во время резки, а также перемещение моста вдоль станины для позиционирования инструмента. От стабильной работы гидравлики напрямую зависят точность обработки, ресурс режущего инструмента и безопасность оператора. Поэтому, когда штатная система охлаждения перестала справляться, потребовалось оперативное и технически грамотное решение.
В ходе интенсивной эксплуатации летом владельцы столкнулись с проблемой: температура рабочей жидкости регулярно превышала допустимые значения.
Когда температура рабочей жидкости в гидросистеме превышает допустимые значения, масло теряет вязкость: оно становится слишком текучим, из-за чего нарушается работа насосов и клапанов, падает усилие на гидроцилиндрах и растут внутренние перетечки, что дополнительно греет масло.
Одновременно страдают уплотнения — резиновые манжеты и кольца при перегреве деградируют, теряют эластичность, и масло начинает просачиваться через штоки, фланцы и клапанные коробки, что ведёт к постоянным утечкам и необходимости долива.
Когда температура достигает критических 85–90°C, станок приходится останавливать для охлаждения: дальнейшая работа грозила бы ускоренным износом насоса, аварийными выбросами масла и старением жидкости. Каждый такой простой — это потеря производительности, невыполненные заказы и дополнительные расходы на обслуживание.
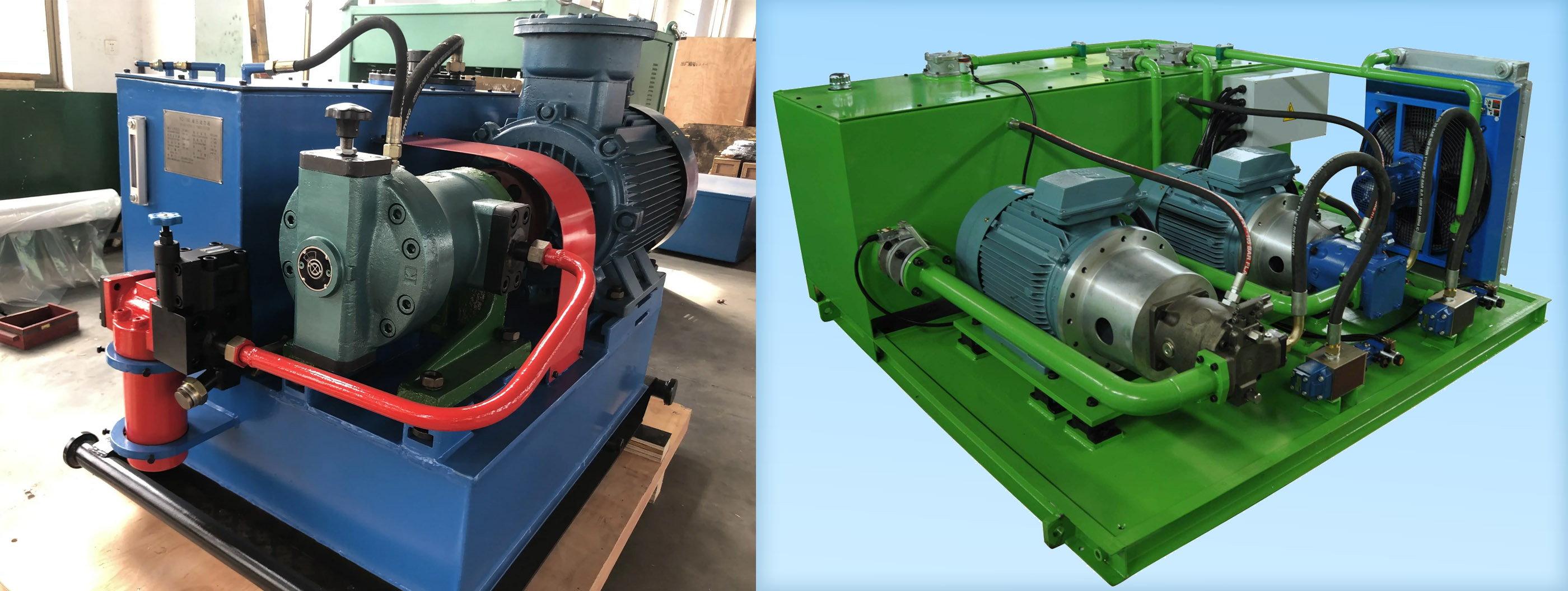
Силовые гидростанции, используемые для питания подобных мостовых станков (типовой вид)
Три подхода к решению подобной задачи
Для каждого клиента мы предлагаем варианты модернизации в зависимости от состояния существующей системы, бюджета и требований к надёжности. В данном случае рассматривались три следующих подхода.
1 Минимальные вложения с сохранением части штатных компонентов. Предусматривает увеличение площади теплообменного радиатора (подбор из серийных моделей), при этом возможно оставить вентилятор и диффузор. Такой вариант подходит, если производительность вентилятора ещё достаточна, а проблема лишь в недостаточной поверхности охлаждения.
2 Полная замена штатного теплообменника на новый маслоохладитель с автоматическим управлением вентилятором. Для систем с рабочим давлением на сливе до 20–25 бар обязательным условием является наличие аварийного (байпасного) клапана. Он защищает теплообменник от гидроударов и перегрузок при холодном пуске или засорении.
3 Применение автономной системы охлаждения. Она необходима, когда давление в гидросистеме превышает 25 бар. В этом случае маслоохладитель не включают непосредственно в сливную линию, а монтируют отдельный насосный агрегат, который прокачивает жидкость из бака через радиатор и возвращает обратно.

Наш выбор: после анализа параметров станка (рабочее давление в сливной магистрали около 22 бар, расход масла до 120 л/мин, температура окружающей среды в цеху летом до +35°C) мы остановились на втором подходе.
Клиент согласовал полную замену штатного теплообменника на новый маслоохладитель с автоматическим вентилятором и аварийным клапаном.
В качестве конкретной модели был подобран маслоохладитель МО4 - устройство воздушно-масляного типа, рассчитанное на рабочее давление до 25 бар и оснащённое встроенным байпасным клапаном. МО4 имеет алюминиевый радиатор с увеличенной площадью рассеивания, вентилятор с автоматическим включением по термодатчику и диффузор для направления воздушного потока. Пропускная способность модели позволяет работать с расходом до 200 л/мин, что с запасом перекрывает потребности станка.
На момент подготовки статьи маслоохладитель МО4 установлен на станок и проходит цикл испытаний. По предварительным данным, температура гидравлического масла снизилась на 15°C по сравнению со штатной системой, а автоматика вентиляторов обеспечивает стабильный тепловой режим без постоянного контроля со стороны оператора.
Результат: замена теплообменника на маслоохладитель МО4 с аварийным клапаном и автоматическими вентиляторами позволила решить проблему перегрева гидравлики на камнеобрабатывающем оборудовании. После завершения испытаний мы подготовим детальный отчёт с замерами, но уже сейчас видно, что выбранное техническое решение соответствует условиям эксплуатации и ожиданиям клиента